The New Era of Smart Manufacturing
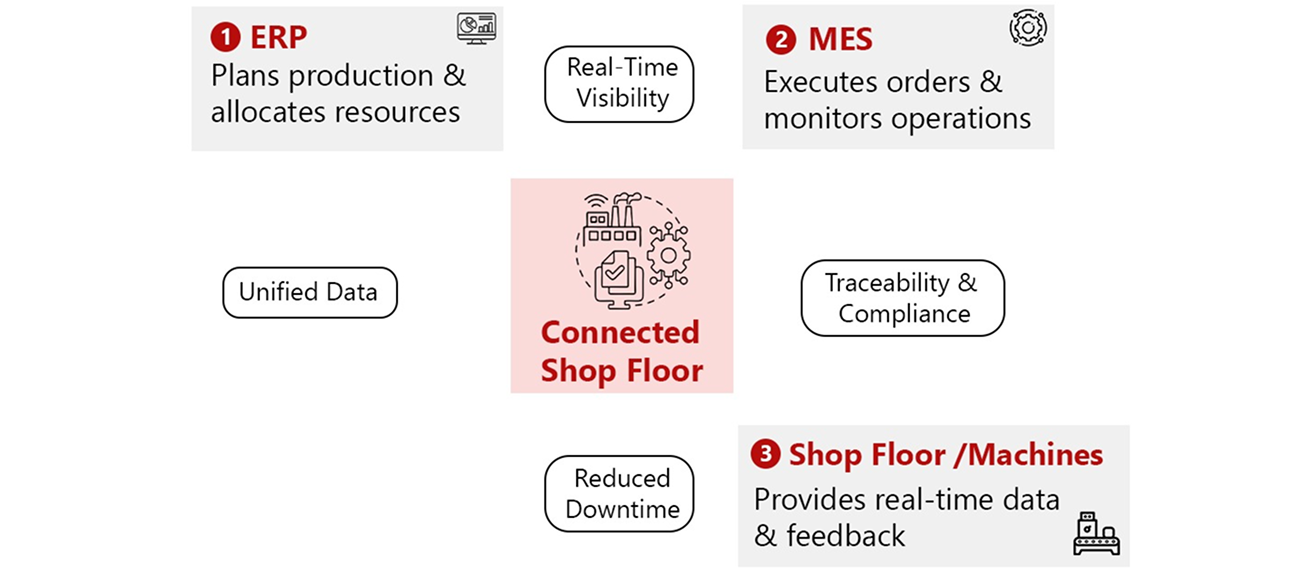
Factories are evolving from isolated production units into intelligent, connected ecosystems powered by Industry 4.0. Real-time data, automation, and system interoperability are driving smarter decision-making and agile operations. Yet, this transformation hinges on seamless integration between machines, people, and enterprise systems. At Lighthouse, we enable this connection through ERP-MES integration, turning complex manufacturing environments into data-intelligent operations with full visibility, traceability, and control.